
Assalamualaikum Warrahmatullahi Wabarakatuhu,
Hai sobat blogger, pada artikel kali ini penulis ingin berbagi ilmu tentang pelajaran yang diterapkan di dalam dunia industri yaitu Total Productive Maintenance atau yang biasa disebut dengan TPM. Seperti kita ketahui bahwa beberapa perusahaan yang sudah maju dan berkembang mereka sudah menerapkan sistem TPM ini menjadi suatu habit atau kebiasaan di semua proses produksi mereka dengan tujuan meningkatkan produktifitas mesin yang mereka miliki. Lantas apa saja yang harus diperhatikan dalam sistem TPM tersebut? Ikuti penjelasannya dibawah ini.
Asal Mula TPM
Total productive maintenance adalah suatu sistem untuk meningkatkan produktivitas di area kerja dengan cara membuat proses tersebut lebih reliable (handal) dan lebih efisien energi. Penerapan Preventive Maintenance pertama kali oleh perusahaan Nippondenso di tahun 1951. Setelah Jepang luluh lantah akibat dijatuhkannya bom di kota Hirosima dan Nagasaki, beberapa tahun setelah itu Jepang mulai bangun dan perekonomian pun mulai tumbuh salah satunya dengan semakin maju dan berkembangnya industri otomotive saat itu.
Konsep TPM tersebut diadopsi dari Amerika Serikat. Perusahaan pertama yang memperkenalkan konsep ini adalah Nippondenso yang merupakan pemasok Toyota di tahun 1960 dengan slogan “Productivity Maintenance with total Employee Participation.” Seiichi Nakajima yang kala itu menjabat sebagai Vice Chairman JIPM (Japan Institute of Plant Maintenance) kemudian dikenal sebagai seorang bapak TPM.
Tujuan TPM
TPM atau total productive maintenance adalah salah satu sistem yang bertujuan untuk
- Meningkatkan kinerja perusahaan
- Meningkatkan kualitas produksi
- Meningkatkan kualitas sumber daya manusia
- Meningkatkan perawatan peralatan dan mesin mencakup meningkatkan efisiensi peralatan yang ada dan mendesain peralatan baru low cost carrier (LCC) yang rendah
Fokus utama total productive maintenance adalah memastikan seluruh perlengkapan dan juga peralatan produksi bisa beroperasi dengan kondisi yang baik agar mampu menghindari terjadinya kerusakan dan juga keterlambatan dalam proses produksi.
8 Pilar Penting TPM
1. Focussed Improvement (FI)
2. Autonomoue Maintenance (AM)
3. Planned Maintenance (PM)
4. Education & Training (ET)
5. Quality Maintenance (QM)
6. Development Management (DM)
7. TPM Administration & Support (TPM Offcie)
8. Health, Safety & Environment (HSE)
3 pilar dasar yang sangat penting harus diterapkan yaitu: FI, AM dan PM. Berikut penjelasan tentang ketiga pilar dasar tersebut:
PILAR 1. FOCCUSSED IMPROVEMENT (FI)
Pada pilar FI ini kita dipinta untuk melakukan improvement pada kinerja dan kapabilitas mesin/organisasi dan tidak terbatas pada merawat kondisi dasar mesin saja. Umumnya diarahkan untuk mencegah berulangnya masalah yang sama. Difokuskan untuk mengeliminasi 16 major losses. Salah satunya "ditujukan untuk meningkatkan Overall Equipment Effectiveness (OEE) / Overall Plant Effectiveness (OPE).
Sasaran yang ingin di capai pada pilar FI yaitu:
1. Key Management Indicator (KMI)
Seperti: Increase productivity, reduce cost, reduce customer claim, dan zero accident.
2. Key Performance Indicator (KPI)
Seperti: OEE, efisiensi line, efisiensi pabrik, WIP, downtime, dan saving cost
3. Key Activity Indicator (KAI)
Seperti: Jumlah judul perbaikan, reduce losses, jumlah penyelarasan horizontal (antar bagian/level), jumlah kejadian yang menggunakan metode yang beragam, upgrade skill, OEE execution rate.
Mengenal LOSSES atau sering disebut Loss Time adalah waktu mesin yang tidak memberikan nilai tambah (Value Added) sehingga menyebabkan kerugian baik kerugian nyata maupun kerugian secara terselubung.
Ada 16 jenis losses diantaranya:
1. Delapan Big Losses karena peralatan (equipment)
1. Breakdown loss
2. Setup & Adjustment loss
3. Cutting tools replacement loss
4. Start up loss
5. Minor stop & idling loss
6. Speed loss
7. Quality defect & rework loss
8. Shutdown loss
2. Lima Big Losses yang menghambat efektifitas tenaga kerja
9. Management loss
10.Motion loss
11.Line organization loss
12.Internal logistic loss
13.Measurement & adjustment loss
3. Tiga Big Losses yang menghambat efektivitas konsumsi sumber daya
14.Yield loss (quality, start up, trimming, attrition, overwight)
15.Energy loss (start up, over load, thermal disipation)
16.Consummable loss
Empat contoh losses yang sering dihasilkan dari industri (Plan):
1. Energy Loss : Bahan bakar, listrik, air
2. Maintenance Loss : Repair MTC, building MTC
3. Material Loss : WIP, excess material (packaging, raw), batches rejected
4. OEE : Availability (breakdown, setup, startup), Performance (minor stop, speed), Quality (yield)
Pemahaman Overall Equipment Effectiveness (OEE)
Pada pilar 1 yang harus diperhatikan adalah perhitungan OEE, OEE adalah perhitungan untuk menentukan nilai efektifitas dari peralatan yang tersedia. Element yang mempengaruhi nilai OEE ada 3 yaitu:
1. Availabilty
Availabilty = Operating time : loading time x 100%
Operation time = (Loading time – downtime) : loading time x 100%
2. Performance
Performance = (Actual Output : Standar Output) x 100%
Actual Output = Operating time : 60 x Actual Output perjam
Standar Output = Operating time : 60 x Standar Output perjam
Actual Output = Good Product + Defect3. Quality
Quality = Good Output : Actual Output x 100%
OEE = A x P x Q
OEE sebaiknya dihitung pershift, kemudian dirata-rata jadi OEE per hari, dan dirata-rata jadi OEE perbulan. OEE sebaiknya diterapkan pada line yang menyatu (tidak ada WIP, tidak ada store atau tidak terpisah line).
Kondisi ideal dari OEE (Standar Internasional) adalah sebagai berikut:
Ketersediaan > 90%
Efisiensi daya > 95%
Kualitas produk > 99%
Idealnya, nilai OEE adalah: 90% x 95% x 99% = Minimal 85%
PILAR 2. AUTONOMOUS MAINTENANCE (AM)
Autonomous Maintenance artinya perawatan mandiri. Kegiatan perawatan sederhana yang dilaksanakan oleh operator produksi dalam merawat mesinnya sendiri. Kegiatan tersebut adalah:
• Pembersihan
• Pelumasan
• Pengencangan mur/baut
• Pengecekan harian
• Pendeteksian penyimpangan
• Reparasi sederhana
• Pelumasan
• Pengencangan mur/baut
• Pengecekan harian
• Pendeteksian penyimpangan
• Reparasi sederhana
Gejala awal kerusakan mesin seperti:
• Bunyi Abnormal
• Gerakan abnormal
• Genangan cairan
• Kebocoran
• Tetesan
• Asap
• Kotor
• Bau abnormal
• Getaran
• Panas
• Gerakan abnormal
• Genangan cairan
• Kebocoran
• Tetesan
• Asap
• Kotor
• Bau abnormal
• Getaran
• Panas
Pada pilar AM kita diharuskan menerapkan metode Tagging, yaitu alat untuk mengetahui lokasi penyimpangan dan juga alat untuk memvisualisasikan jenis penyimpangan yang ada di dalam peralatan. Tagging ini proses penempelan Tag (kartu Merah atau Putih) yang dilakukan oleh siapapun yang berada di area peralatan/mesin baik operator maupun leader dan orang lain yang berada di area tersebut. Penempelan tagging bisa dilakukan saat proses cleaning, mesin mati ataupun mesin berjalan.
Berikut contoh format Tag yang bisa kita terapkan di area mesin kita:
 |
| Format Tagging Merah dan Putih |
Tagging Merah ditujukan untuk abnormality yang harus diselesaikan oleh teknisi mesin sementara tagging Putih ditujukkan untuk abnormality yang harus diselesaikan oleh operator. Perlu diingat bahwa, dalam penerapan TPM ini pada dasarnya semua level karyawan sudah harus diberikan pemahaman tentang TPM. Jangan sampai pemahaman ini hanya pada level operator atau teknisi, sementara level Head of Departement tidak mendapatkan pemahaman tentang TPM, karena dikhawatirkan akan menjadi beban dengan adanya proses tagging tersebut, dan ditakutkan malah semua orang akan mencari sebanyak-banyaknya abnormality atau perang tagging, sementara tidak ada yang mengerjakan perbaikan hasil tagging tersebut.
Setelah melakukan tagging, maka kita harus mencatatnya kedalam laporan hasil tagging seperti dibawah ini:
 |
| Format Tagging Activity |
Untuk menganalisa hasil temuan tagging diatas maka kita selanjutnya menggunakan metode why-why analysis pada contoh format dibawah ini:
 |
| Format Why-why Analysis |
Hasil dari format why-why analysis diatas yang menjadi why terakhir kita masukkan kedalam kolom kesimpulan root cause dan kesimpulan inilah yang akan menjadi potensi penyebab. Potensi penyebab ini selanjutnya kita masukkan kepada format "Summary of tagging analysis" dibawah ini:
 |
| Format Summary of Tagging Analysis |
PILAR 3. PLANNED MAINTENANCE (PM)
Planned Maintenance (PM) adalah kegiatan perawatan mesin yang dilakukan secara terencana yang bertujuan untuk mengurangi terjadinya gangguan operasional mesin sekecil mungkin (Zero breakdown).
Jenis maintenance ada 4 jenis, diantaranya:
1. Breakdown Maintenance
Yaitu pemeliharaan yang dilakukan tanpa terencana atau ketika terjadi kerusakan, contoh: lampu putus dan saat itu juga kita lakukan breakdown maintenance dengan mengganti lampu tersebut.
2. Preventive Maintenance
Yaitu melakukan pengontrollan kesehatan peralatan dengan cara mengganti sebelum terjadi kerusakan
Preventive Maintenance terbagi menjadi 3 bagian:
- Periodic Maintenance (Time Based Maintenance = TBM), mengganti sesuai rencana yang telah diperhitungakan, bisa dikatakan pergantian berkala atau pemeriksaan berkala
- Predictive Maintenance (Condition Based Maintenance = CBM), mengganti sesuai hasil penelitian
- Overhoul (Inspection & Repair = IR) pemeliharaan total, pelepasan peralatan dan inspeksi secara berkala
3. Corrective Maintenance
Yaitu aktifitas untuk mengoreksi atau memperbaiki penurunan kinerja tersebut sebelum mesin benar-benar berhenti karena rusak.
4. Maintenance Prevention
Yaitu perawatan yang dilakukan secara teratur pada bagian-bagian mesin sementara mesin masih bekerja. Tujuannya adalah untuk mengurangi kemungkinan timbulnya gangguan yang dapat berdampak terjadinya kerusakan yang tidak diinginkan. Serta melakukan feedback dari masukan informasi yang ada dan melakukan pengembangan peralatan baru dari hasil feedback tersebut.
Pada pilar PM kita dituntut untuk menghitung nilai MTBF dan MTTR dari kejadian kerusakan mesin dan perbaikan yang dilakukan.
MTBF (Mean Time Between Failure) adalah rentang waktu rata-rata antar terjadinya problem, semakin besar nilai MTBF maka rata-rata waktu antar problem yang terjadi semakin lama artinya semakin jarang terjadi kerusakan. Istilah lain yang hampir serupa dengan MTBF yaitu MTTF (Mean Time To Failure), perbedaannya adalah MTTF digunakan untuk aset non-repairable sedangkan MTBF untuk aset yang repairable. Rumus mencari MTBF dan MTTF sama yaitu:
MTBF = Total waktu yang tersedia : banyaknya kerusakan
Total waktu yang tersedia = Plant operating time = Total waktu mesin running selama 1 bulan
Banyaknya kereusakan = frekwensi breakdown
Satuan MTBF sebaiknya kita gunakan jam, supaya nilai yang didapat tidak terlalu banyak angkanya dibandingkan menit, karena yang kita hitung adalah berapa jam mesin running selama 1 bulan.
MTTR (Mean Time To Repair) adalah rata-rata waktu perbaikan ketika terjadi kerusakan selama 1 bulan, semakin kecil nilai MTTR maka semakin baik artinya waktu yang dilakukan untuk menyelesaikan kerusakan semakin cepat. Rumus mencari MTTR:
MTTR = Total waktu perbaikan kerusakan : banyaknya kerusakan
Total waktu perbaikan kerusakan = total waktu breakdown = total waktu yang dimulai dari sejak mesin stop sampai running kembali selama 1 bulan.
Banyaknya kerusakan = frekwensi breakdown
Satuan MTTR sebaiknya kita gunakan menit, karena semakin cepat perbaikan maka akan semakin baik dengan menggunakan satuan menit dibandingkan jam.
Contoh format OEE yang diterapkan selama 3 hari produksi:
 |
| Format OEE |
Contoh format MTBF dan MTTR yang diterapkan selama 3 hari produksi
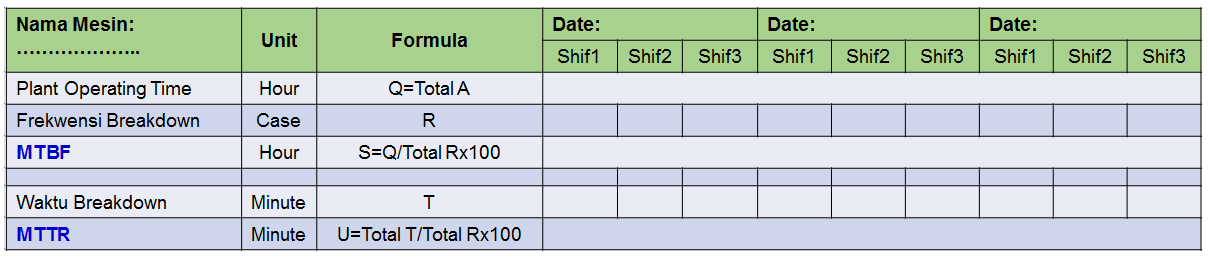 |
| Format MTBF dan MTTR |
Pada pilar PM ini juga kita dituntut untuk mengklasifikasi mesin dan peralatan yang ada pada mesin tersebut. Klasifikasi mesin didapat dengan cara menilai dari beberapa faktor seperti: Production (P), Quality (Q), Delivery (D), Cost (C) dan Safety (S).
Formula untuk klasifikasi mesin:
Total score = P + Q + D + C + S
Total score ≥ 20 Kategori A
Total score ≥ 10 Kategori B
Total score < 10 Kategori C
Berikut format klasifikasi mesin dan kriteria penilaiannya:
 |
| Format Klasifikasi Mesin |
Apabila klasifikasi mesin tergolong kelas A, maka dengan segera kita juga harus mengklasifikasikan untuk part yang ada di mesin tersebut. Akan tetapi apabila mesin tergolong kelas B atau C maka klasifikasi part pada mesin tersebut bisa dilakukan nanti karena tidak terlalu urgent.
Pada klasifikasi part mesin, dinilai dari beberapa faktor seperti: Environment (E), Safety (S), Delivery (D), Quality (Q), Working Time (W), Frekwensi (F), dan Maintainability (M). Dalam penerapan cara penilaiannya, apabila pada fase awal E sudah termasuk kategori High, maka secara otomatis part termasuk kelas A dan tidak perlu lanjut menilai fase S, D, Q, W, F dan M.
Berikut format klasifikasi part mesin:
 |
| Format Klasifikasi Part Mesin |
Untuk mengisi kriteria klasifikasi berdasarkan aturan dibawah ini:
 |
| Kriteria Klasifikasi Part Mesin |
Demikian penjelasan tentang TPM yang bisa kita terapkan di beberapa mesin yang ada di produksi kita. Semoga ilmu TPM tersebut bisa menjadi ilmu yang bermanfaat bagi semua orang.
Wassalam,
DK
Sumber:
No comments:
Post a Comment